
 Tiếng Việt
Tiếng ViệtWhat is a Stainless Steel Mesh Conveyor? Current Applications of Stainless Steel Conveyors
Stainless steel mesh conveyor is a transport device constructed from stainless steel wires tightly woven together to form a mesh surface. Thanks to its diverse mesh structure, stainless steel conveyor belts allow products to be transported with high ventilation, easy cleaning, and temperature control. Let’s explore stainless steel conveyors and their wonderful applications in the article below.
Structure of Stainless Steel Conveyor
Stainless steel mesh conveyor is a modern and widely used transport device. With its special structure, stainless steel conveyors provide high efficiency in transporting various products, especially in environments requiring high hygiene standards.
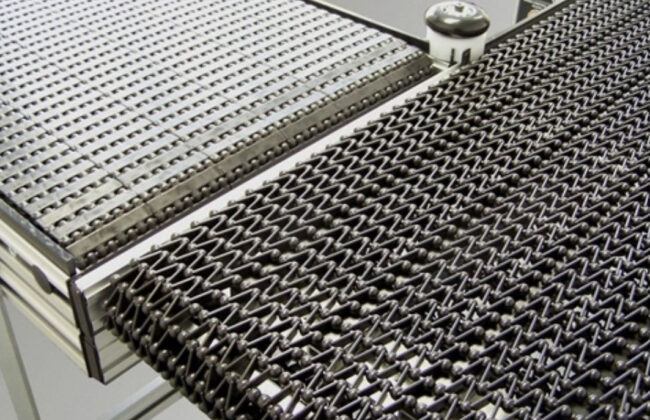
Stainless Steel Mesh
- Material: Usually made from 304 or 316 stainless steel. 304 and 316 stainless steel mesh conveyors ensure high durability, good corrosion resistance, and can withstand high temperatures.
- Structure: Stainless steel wires are tightly woven together to form a sturdy mesh surface.
- Mesh size: Varies depending on the size and weight of the products to be transported.
- Mesh shape: Diverse, can be square, rectangular, or diamond-shaped.
Conveyor Frame
- Material: Usually made from steel or stainless steel, ensuring rigidity and good load-bearing capacity.
- Function: Supports and holds the stainless steel mesh in place, forming a complete conveyor system.
Drive System
- Motor: Provides power for the conveyor to operate.
- Drive unit: Includes chains, pulleys, and gears that transfer power from the motor to the stainless steel mesh.
- Inverter: Adjusts the speed of the conveyor.
Control System
- PLC: Controls conveyor operations according to the preset program.
- Sensors: Measure parameters such as speed and position of the conveyor.
- Display: Shows information and operating parameters of the conveyor.
Other Components
- Swivel joints: Support conveyor direction changes.
- Guide wheels: Help the conveyor run straight.
- Base: Helps secure the conveyor in place.
See more: What is a roller conveyor? Which factors affect the price of roller conveyors?
Advantages of Using Stainless Steel Mesh Conveyors
Compared to traditional conveyors, stainless steel mesh conveyors offer outstanding advantages. These include heat resistance, corrosion resistance, and guaranteed hygiene.
Heat Resistance and Corrosion Resistance
Stainless steel has excellent corrosion and heat resistance, ensuring high durability in harsh working environments. Thanks to the stainless steel material, mesh conveyors have a long service life, reducing maintenance and replacement costs.
Easy to Clean
The mesh surface design makes it easy to clean, removing dirt and impurities attached to products. This meets food safety and hygiene requirements, ensuring product quality.
Design Flexibility

The size, length, and width can be customized to fit the production space and requirements. Additionally, the inclination angle can be adjusted to suit each type of product.
Safety
Stainless steel mesh conveyors do not generate dust or debris during transportation. Therefore, it ensures safety for both the products and the operators.
High Efficiency
Mesh conveyors help increase transport speed, minimizing time and labor. The compact design helps maximize production space.
Diverse Applications of Stainless Steel Mesh Conveyors
Mesh conveyors have become an indispensable transport solution in many industries. Below are common applications of stainless steel mesh conveyors:
Food Industry
Transporting fresh raw materials: Food transported on conveyors ensures hygiene and prevents crushing.
Cooling: Stainless steel mesh belts help rapidly cool products after processing.
Pharmaceutical Industry
Transporting materials: Powders and tablets are transported ensuring hygiene and avoiding contamination.
Packaging: Used to transport products to packaging machines.
Chemical Industry

Transporting granular and powdered chemicals: Stainless steel mesh conveyors help transport chemicals safely and effectively.
Heat treatment: Used to transport products that require heat processing.
Electronics Industry
Transporting components: Small, lightweight electronic components are transported on stainless steel conveyors to avoid damage.
Packaging: Stainless steel conveyors are used to transport components to packaging machines.
Conclusion
With outstanding advantages in durability, corrosion resistance, ease of cleaning, and design flexibility, stainless steel conveyors are the optimal transport solution in many industries. In the future, with the development of technology, stainless steel conveyors will be applied even more widely, contributing to the modernization of production lines. We hope that with the information provided above, Naltako has helped you understand more about this conveyor to make your production process easier.
Nội dung có liên quan:
-
 What is a Conveyor? Benefits of Using Cargo Conveyors
Before the appearance of conveyors, goods transportation relied mainly on human labor. However, due to drawbacks in efficiency and the potential for errors...
What is a Conveyor? Benefits of Using Cargo Conveyors
Before the appearance of conveyors, goods transportation relied mainly on human labor. However, due to drawbacks in efficiency and the potential for errors...
-
 What is a Trailer? Detailed Component Structure of Trailers
Have you ever seen giant trucks on the highway and wondered what the part behind them is? That is a trailer. It is a type of vehicle without an engine, des...
What is a Trailer? Detailed Component Structure of Trailers
Have you ever seen giant trucks on the highway and wondered what the part behind them is? That is a trailer. It is a type of vehicle without an engine, des...
-
 What is a PVC Conveyor? Advantages and Disadvantages of Use
PVC conveyors are not merely transport devices but comprehensive solutions that help businesses optimize production processes, improve product quality, and...
What is a PVC Conveyor? Advantages and Disadvantages of Use
PVC conveyors are not merely transport devices but comprehensive solutions that help businesses optimize production processes, improve product quality, and...
-
 What is a Semi-trailer? Distinguishing Between Trailers and Semi-trailers
In today's context of booming trade, semi-trailers have become an indispensable link in the freight transport system. With the capacity to carry large volu...
What is a Semi-trailer? Distinguishing Between Trailers and Semi-trailers
In today's context of booming trade, semi-trailers have become an indispensable link in the freight transport system. With the capacity to carry large volu...
-
 What is a Plastic Chain Conveyor? Applications of Plastic Conveyor Chains
One of the effective and flexible goods transportation solutions in production activities is the plastic chain conveyor. This is a type of conveyor made fr...
What is a Plastic Chain Conveyor? Applications of Plastic Conveyor Chains
One of the effective and flexible goods transportation solutions in production activities is the plastic chain conveyor. This is a type of conveyor made fr...
-
 What is a Hydraulic Jack? Classification and Working Principle
A hydraulic jack is a mechanical device used to lift or adjust the position of heavy objects thanks to the operating principle of liquids. Hydraulic jacks ...
What is a Hydraulic Jack? Classification and Working Principle
A hydraulic jack is a mechanical device used to lift or adjust the position of heavy objects thanks to the operating principle of liquids. Hydraulic jacks ...
-
 What is a Mini Overhead Crane? Applications of Mini Overhead Cranes
Mini overhead cranes are a type of lifting equipment designed with a compact size and lighter weight compared to traditional overhead cranes. They are typi...
What is a Mini Overhead Crane? Applications of Mini Overhead Cranes
Mini overhead cranes are a type of lifting equipment designed with a compact size and lighter weight compared to traditional overhead cranes. They are typi...
-
 Truck-Mounted Mini Cranes: Benefits and Outstanding Features
The transportation and unloading of goods play an extremely important role, especially in the industrial, construction, and transport sectors. Owning a min...
Truck-Mounted Mini Cranes: Benefits and Outstanding Features
The transportation and unloading of goods play an extremely important role, especially in the industrial, construction, and transport sectors. Owning a min...






