
 Tiếng Việt
Tiếng ViệtEverything You Need to Know About Spiral Conveyors
Spiral conveyors are devices that help optimize space and increase goods transportation speed. With a unique and flexible design, this type of conveyor is not only widely applied in many industries but also brings superior benefits compared to traditional conveyor systems. This article will provide you with a comprehensive look at spiral conveyors, helping you better understand the importance of this equipment in the context of modern manufacturing.
What is a Spiral Conveyor?
Spiral Conveyor is a specialized conveyor system designed to transport goods along a spiral path, helping move products vertically (up or down) in an extremely compact space. Instead of using long inclined conveyors that consume a lot of area, spiral conveyors maximize the height of the factory, creating an efficient and space-saving logistics solution.
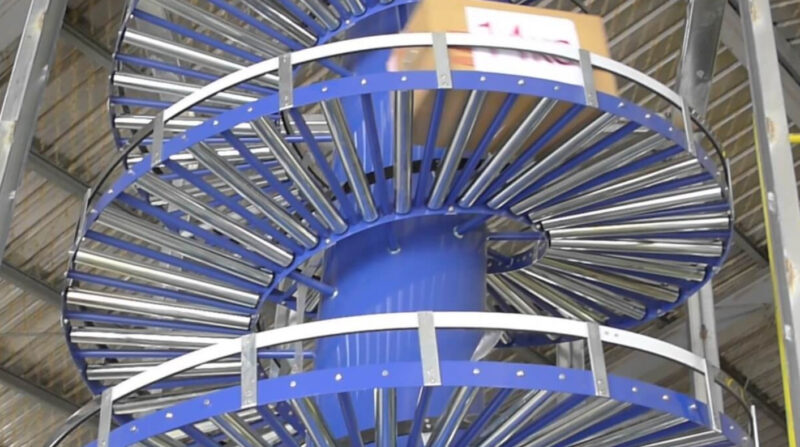
A special feature of this type of conveyor is the ability to transport continuously without interrupting the product flow. They can be designed in combination with roller hydraulic lift tables to move goods at a stable speed, ensuring products are handled gently, avoiding collisions, which is very suitable for fragile products or those requiring care. Thanks to these advantages, spiral conveyors have become an indispensable part of many automated production lines.
Structure of Spiral Conveyors
To operate effectively, spiral conveyors are composed of many complex parts and are tightly connected to each other:
Frame (Conveyor Frame)
This is the main load-bearing part, made from sturdy materials such as stainless steel (inox), galvanized steel, or aluminum profiles. The frame is designed in a spiral shape, ensuring rigidity and stability for the entire system. The materials used are often selected based on the specific working environment, such as stainless steel for the food and pharmaceutical industries to ensure hygiene.
Conveyor Belt
The conveyor belt is the part that directly contacts and transports the product. It is usually made from materials such as PVC, PU, or special steel meshes. The conveyor belt has high friction to keep products from slipping and is designed to bend in a spiral without deformation. Some advanced spiral conveyors also use slats (slat conveyor) to create a flat surface, suitable for many different types of products.
Drive System
This system includes a gear motor and a speed controller (inverter). The gear motor provides traction to move the conveyor belt, while the inverter helps adjust the conveyor speed flexibly, suiting the requirements of each production stage. The drive system is usually placed at the bottom or top of the conveyor to optimize space.
Roller and Guide System

Rollers are arranged along the spiral path to support the smooth movement of the conveyor belt. The guide system is designed to keep the conveyor belt on the right track, avoiding deviation or slipping out of the frame.
Safety Devices and Sensors
To ensure absolute safety, spiral conveyors are often equipped with devices such as emergency stop buttons, incident detection sensors, and protective guards. Sensors can also be integrated to automatically adjust speed, detect products, or synchronize with other equipment in the line.
>>> What is PVC Conveyor? Advantages and disadvantages of using conveyors
Applications of Spiral Conveyors
Thanks to the unique design and superior advantages, spiral conveyors are widely applied in many different industries:
- Food and Beverage Industry: This is one of the most common applications. Spiral conveyors are used to move products to upper floors for cooling, drying, freezing, or packaging. For example, in confectionery or bread factories, spiral conveyors are used to cool products after baking before transferring them to the packaging area.
- Logistics and Warehousing Industry: In large distribution centers and warehouses, spiral conveyors help move cartons and packages from high floors down to sorting areas or from receiving areas up to storage areas. This helps save floor space and increase order processing speed.
- Pharmaceutical and Cosmetic Industry: Pharmaceutical and cosmetic products require gentle handling and high hygiene. Spiral conveyors with stainless steel materials and enclosed designs help meet strict safety and hygiene standards in this industry.
- Automotive and Component Manufacturing Industry: In assembly plants, spiral conveyors can be used to transport small components and details from one area to another efficiently, helping optimize factory space and production processes.
- Electronics Manufacturing Industry: Small, sensitive electronic products can also be transported safely by spiral conveyors, allowing easy integration into automated production lines.
Conclusion
Spiral Conveyor is not just simple transport equipment but also an effective solution for optimizing space and work productivity for businesses. With smart design, solid construction, and wide application capabilities, this type of conveyor has played and is playing an important role in improving production and logistics efficiency. Investing in a quality spiral conveyor system is a strategic move, helping your business save costs, increase productivity, and maintain a competitive advantage in the market.
To receive detailed consultation and choose the most suitable spiral conveyor type for your needs, contact Naltako immediately – a leading reputable provider of conveyor solutions and logistics equipment.
Nội dung có liên quan:
-
 What is a Piston? Structure and Operating Principle
If you work in the repair and installation of industrial equipment, you have surely heard terms such as: steam engines, internal combustion engines, etc. A...
What is a Piston? Structure and Operating Principle
If you work in the repair and installation of industrial equipment, you have surely heard terms such as: steam engines, internal combustion engines, etc. A...
-
 Hydraulic Oil Radiators – Oil Coolers for Hydraulic Systems
What solution will support you in the process of cooling and cleaning hydraulic oil? That is using a hydraulic oil cooler immediately. However, each system...
Hydraulic Oil Radiators – Oil Coolers for Hydraulic Systems
What solution will support you in the process of cooling and cleaning hydraulic oil? That is using a hydraulic oil cooler immediately. However, each system...
-
 Compressed Air Filters: Construction, Working Principle, and Classification
Compressed air filters are a common and essential device, designed to effectively remove impurities and dirt that may exist in compressed air, helping you ...
Compressed Air Filters: Construction, Working Principle, and Classification
Compressed air filters are a common and essential device, designed to effectively remove impurities and dirt that may exist in compressed air, helping you ...
-
 Piston Pumps: Definition, Classification, Applications, and Pricing
If vane pumps or hydraulic gear pumps are selected for low-pressure systems, the hydraulic piston pump line is designed for high-pressure machinery requiri...
Piston Pumps: Definition, Classification, Applications, and Pricing
If vane pumps or hydraulic gear pumps are selected for low-pressure systems, the hydraulic piston pump line is designed for high-pressure machinery requiri...
-
 What is a Gear Hydraulic Pump? Structure and Classification
With a simple structure, convenient assembly and operation, and the ability to withstand heavy loads for a specific duration, gear hydraulic pumps are wide...
What is a Gear Hydraulic Pump? Structure and Classification
With a simple structure, convenient assembly and operation, and the ability to withstand heavy loads for a specific duration, gear hydraulic pumps are wide...
-
 Hydraulic Pumps
In today's industries, from high-rise buildings to manufacturing plants, hydraulic pumps play a crucial role. This component helps devices such as yard ram...
Hydraulic Pumps
In today's industries, from high-rise buildings to manufacturing plants, hydraulic pumps play a crucial role. This component helps devices such as yard ram...
-
 Hydraulic Seals: Classification, Installation & Replacement
Hydraulic seals are vital components in a hydraulic system, yet not everyone fully understands them. If you are looking for information on seal types, inst...
Hydraulic Seals: Classification, Installation & Replacement
Hydraulic seals are vital components in a hydraulic system, yet not everyone fully understands them. If you are looking for information on seal types, inst...
-
 Grating Flooring (Galvanized Steel Grating): Features, Applications, and Quotes
What is Grating Flooring?
Grating flooring (also known as galvanized steel grating or grating panels) is a type of floor formed from load-bearing steel ba...
Grating Flooring (Galvanized Steel Grating): Features, Applications, and Quotes
What is Grating Flooring?
Grating flooring (also known as galvanized steel grating or grating panels) is a type of floor formed from load-bearing steel ba...




